Top 10 Double Block And Bleed Valve Retailers in China
Content Menu
● Introduction: Why Source DBB Valves from China
● How We Evaluate High-Quality DBB Valve Suppliers
● Technical Overview: Double Block and Bleed Valve Essentials
● China's Industrial Cluster Advantages for DBB Valves
● Transparent Selection Criteria for This Top 10 List
● Top 10 Double Block and Bleed Valve Retailers and Manufacturers in China (2026)
>> 1. Wenzhou Leader Flow Control Equipment Co., Ltd.
>> 5. Hikelok (DBB Valve Category)
>> 7. RKSfluid
>> 8. Vcore Valve (Representative Cluster Player)
>> 9. Neway Valve (High-Performance Segment)
>> 10. Project- and Niche-Oriented OEMs (Cluster Representation)
● Common Pitfalls When Sourcing DBB Valves and How to Avoid Them
● "Insider" Avoidance Tip Rarely Stated Online
● Buyer's Guide: Practical Steps for DBB Valve Procurement
● Conclusion and Call to Action
● Frequently Asked High-Difficulty Questions from DBB Buyers
>> 1. How can I verify whether a supplier's ISO 9001 or API 6D certificate is genuine and still valid?
>> 5. What is a reasonable approach to pilot orders for new DBB suppliers to limit risk?
Introduction: Why Source DBB Valves from China
China has become one of the world's most important manufacturing bases for double block and bleed (DBB) valves, especially for oil and gas, petrochemical, power, and offshore applications. Chinese valve clusters in Zhejiang, Fujian, Jiangsu, and other industrial provinces combine large-scale foundries, machining centers, and coating suppliers, which lowers unit cost while supporting complex OEM/ODM projects. Global market studies show the DBB valve segment growing steadily at around 3 percent annually toward 2032, with China playing a major role in mid‑to‑high‑end export supply.
How We Evaluate High-Quality DBB Valve Suppliers
When shortlisting DBB valve partners, we apply a structured evaluation framework focused on compliance, engineering capability, and supply reliability. First, we confirm core certifications such as ISO 9001 quality management and relevant product conformity to API 6D, ASME B16.34, and pressure test standards like API 598. Second, we assess in‑house R&D, CAD/CAE tools, and test facilities (e. g., fire‑safe, cryogenic, and high‑cycle testing) to ensure they can handle special alloys and demanding service conditions.
Third, we review quality control processes, including material traceability, 100 percent pressure testing, and documented inspection reports tied to each heat number and valve serial number. Fourth, we examine delivery performance—lead times for standard DBB sizes, on‑time shipment ratios, and flexibility for rush orders or engineering change orders. Finally, we consider transparency and communication: responsiveness to RFQs, willingness to arrange virtual factory tours, and clarity of warranty and after‑sales support.
Technical Overview: Double Block and Bleed Valve Essentials
A double block and bleed valve is typically a single valve body integrating two independent sealing elements (double "block") plus a bleed function to vent or monitor the cavity between seats. This configuration provides positive isolation and minimizes leak paths compared with using two separate isolation valves and one bleed valve, which is critical for hazardous or high‑pressure media.
From a materials standpoint, common body materials include cast carbon steel (e. g., ASTM A216 WCB), stainless steels (ASTM A351 CF8M), and duplex or super‑duplex alloys for corrosive environments, with special alloys such as Inconel, Monel, or titanium for severe media. Design codes often follow API 6D or equivalent pipeline and process valve standards, with face‑to‑face dimensions per ASME B16.10 and flanged ends per ASME B16.5. For global projects, buyers should look for valves tested to API 598 or EN 12266, fire‑safe designs tested to API 607/6FA, and optional CE marking for EU markets and ATEX compliance when installed in explosive atmospheres.
China's Industrial Cluster Advantages for DBB Valves
China's valve industry benefits from geographically concentrated supply chains that combine casting, forging, machining, and surface treatment in one region, reducing logistics time between process steps. For example, coastal provinces such as Zhejiang host dense networks of ball valve and DBB valve factories, along with actuator and sealing suppliers, enabling competitive lead times and diversified sourcing. These clusters are also increasingly aligned with international quality systems, integrating ISO‑based management and specialized certifications for oil and gas and water utilities.
The presence of specialized design and test institutions within these clusters helps manufacturers keep up with updated global standards and niche requirements such as low‑temperature service or high‑cycle offshore duty. In addition, local logistics hubs and port infrastructure simplify container consolidation and multimodal shipping for complex project orders.
Transparent Selection Criteria for This Top 10 List
This Top 10 list focuses on companies in China that supply double block and bleed valves or closely related DBB ball valves to international buyers through either direct factory export or established retail/export channels. To qualify, companies had to demonstrate export‑ready documentation (e. g., English datasheets, test reports), and a track record in industries such as oil and gas, petrochemical, or power.
We weighted five key dimensions: technical compliance (API/ASME standards, testing), manufacturing capacity (size range, material coverage), OEM/ODM flexibility, certification and traceability systems, and responsiveness to global customers. Where public data was limited, we prioritized companies with clear online disclosure of standards, design scope, and application segments, as well as those recognized in broader 2026 valve manufacturer overviews.
Top 10 Double Block and Bleed Valve Retailers and Manufacturers in China (2026)
1. Wenzhou Leader Flow Control Equipment Co., Ltd.
Wenzhou Leader Flow Control Equipment Co., Ltd. specializes in floating and trunnion ball valves and provides DBB‑type solutions for critical oil and gas, offshore, and desalination applications. Located in a mature valve cluster in Zhejiang Province, the company combines modern machining, assembly, and testing facilities, supporting both small‑batch OEM customization and medium‑volume project orders.
The factory emphasizes cost‑effective yet robust designs, with a strong focus on R&D for customized ball configurations, special trim materials, and tailored actuation packages for mid‑sized and emerging brands. Its positioning as a flexible partner makes it particularly suitable for small and medium‑size overseas brands and wholesalers who require engineering support, rapid communication, and structured OEM/ODM cooperation.

2. MeiDe Valve (MD Valves)
MeiDe Valve produces compact double block and bleed valves designed to replace traditional dual‑valve arrangements by integrating two block points and a bleed function in one body. By combining these functions, the company's DBB valves can reduce installed space and weight by roughly 40 percent, which is attractive for skid builders and modular plant designers.
Their product portfolio targets oil and gas, chemical, and utility service, with designs aligned to international pipeline standards and supported by modern manufacturing facilities. Buyers seeking a single‑unit DBB solution with space‑saving advantages can consider MeiDe as a strong candidate, especially for standardized series.
3. AFC Valves
AFC manufactures double block and bleed ball valves used widely in power generation, petrochemical plants, marine systems, and natural gas pipelines. Its DBB ball valves employ forged bodies with one‑piece, two‑piece, and three‑piece structures, incorporating two balls, two seats, and a needle valve plus drain port to allow sampling and maintenance.
Design and manufacture follow API 6D, with face‑to‑face dimensions per ASME B16.10 and flanges per ASME B16.5, while tests conform to API 598, and options include fire‑safe construction and anti‑static devices. AFC offers multiple material options from carbon steel to duplex and special alloys, enabling international buyers to match media compatibility and temperature requirements flexibly.
4. Baltic Valve Co., Ltd.
Baltic Valve Co., Ltd. supplies industrial valves including double block and bleed ball valves, targeting international markets with a broad range of ball, globe, gate, check, and plug valves. Their DBB offerings address general industrial and process applications requiring positive isolation and bleed capabilities, supported by a portfolio that spans multiple valve types within a single brand.
For procurement teams who prefer to consolidate sourcing across several valve types under one exporter, Baltic's combined range and export‑oriented positioning can simplify vendor management. While detailed technical data may need to be confirmed case‑by‑case, they are recognized among China‑based suppliers serving global projects.
5. Hikelok (DBB Valve Category)
Hikelok lists double block and bleed valves among its range of products and emphasizes a disciplined quality control process with dedicated sales, design, and QC teams. While their core portfolio includes fittings, tubing, and industrial valves, the DBB category is geared toward instrument and process isolation where compact construction and repeatable sealing are essential.
The company highlights strict quality control throughout each production step and promotes experience in serving international customers, which appeals to buyers prioritizing consistent quality over extremely low pricing. Hikelok can be a relevant choice for instrumentation‑type DBB valves and related accessories rather than large‑bore pipeline DBB units.
6. Tianyu Valves
Tianyu positions itself as a professional Chinese valve manufacturer and supplier, with a dedicated category for double block and bleed ball valves designed for stable operation in harsh conditions. Their DBB valves are described as essential for isolation and pressure relief in oil and gas and petrochemical systems, focusing on secure shut‑off from both ends and reliable bleeding of cavity pressure.
The brand emphasizes performance under demanding service and aims to lead in high‑performance valves, making it relevant for buyers who need DBB valves for high‑temperature or aggressive media conditions. Procurement managers should verify specific standards and certifications for individual product lines during RFQ.
7. RKSfluid
RKSfluid is a Chinese valve manufacturer brand whose product scope covers ball valves (including floating and trunnion types), among many other valve categories. While its online catalog highlights a wide range of flow‑control products, buyers can leverage RKSfluid for customized ball‑valve‑based DBB solutions where multiple valve categories are required in the same project.
With contact points and sales channels clearly published, RKSfluid is suitable for international buyers who value a broad catalog and the possibility of bundling different valve types from a single Chinese supplier. For DBB procurement, it is advisable to request specific datasheets and test procedures for the exact models under consideration.
8. Vcore Valve (Representative Cluster Player)
Vcore Valve is cited among top Chinese valve manufacturers in recent overviews, focusing on project‑oriented industrial valves for diverse applications. While not exclusively a DBB valve brand, its portfolio contributes to China's capacity in high‑performance valves for energy and process industries, and it often appears in buyer guides as a key project partner.
For DBB needs, Vcore can be particularly relevant when a project requires integration of multiple valve types along with engineering support and project management capabilities. Buyers should clarify DBB scope and confirm relevant certifications at the RFQ stage.
9. Neway Valve (High-Performance Segment)
Neway Valve is recognized as a high‑performance API‑compliant valve manufacturer serving energy and process sectors, often highlighted in top China valve manufacturer summaries. Though DBB valves may be part of broader product lines, its reputation in global pipeline and process valves makes it a candidate for critical services where brand recognition and extensive field references are prioritized.
For procurement managers handling major EPC or long‑term framework contracts, Neway's combination of manufacturing scale, international certifications, and global references offers reduced project risk. The trade‑off is that MOQs and pricing structures may suit larger order volumes rather than small one‑off batches.
10. Project- and Niche-Oriented OEMs (Cluster Representation)
Beyond well‑known names, China's valve clusters include numerous mid‑size OEM factories that provide DBB designs under private‑label or brand‑label arrangements. These factories often do not market themselves heavily under their own brand but build long‑term relationships with overseas distributors, using modern equipment and ISO‑based systems while staying flexible on customization.
For buyers willing to invest time in vetting and technical alignment, these niche OEMs can offer competitive pricing, engineering support, and tailored DBB configurations that large brands may not accept for small‑to‑medium runs. Shortlisting such partners requires stronger due diligence and site audits but can yield high value over the long term.
Common Pitfalls When Sourcing DBB Valves and How to Avoid Them
One of the most frequent pitfalls is material substitution—where lower‑grade materials or non‑certified castings are used in place of specified materials, creating long‑term reliability and safety risks. To avoid this, insist on mill certificates linked to heat numbers, require that these numbers be stamped on bodies or traceable through the manufacturer's ERP, and match them against the MTCs in pre‑shipment documentation.
Another issue is insufficient pressure testing—some factories perform only sample testing rather than 100 percent pressure testing, which increases the risk that leaking valves reach the field. Buyers should specify 100 percent hydrostatic and seat leakage testing as a contractual requirement and request test reports by serial number, along with the option for third‑party witnessing. A third pitfall is design misalignment, such as using instrument‑type DBB valves in applications that actually require full‑bore pipeline DBB designs; this should be mitigated through clear datasheets and application review during RFQ.
"Insider" Avoidance Tip Rarely Stated Online
Within the industry, experienced buyers know that some factories outsource critical operations—such as seat machining or hardfacing—to unverified subcontractors during peak seasons, which can change actual quality without being obvious in contracts. An effective but rarely publicized countermeasure is to ask for a "process route" or "routing sheet" during technical negotiation, listing which operations are done in‑house versus outsourced, and to include a clause that requires written approval from the buyer before any change of subcontractor.
Additionally, serious buyers quietly track "tooling change" or "fixture change" events, because quality drift often coincides with new fixtures or outsourced tooling. Requesting notification and a short re‑qualification for major process changes (e. g., new casting source, new welding subcontractor) helps you control risk without micromanaging every detail.
Buyer's Guide: Practical Steps for DBB Valve Procurement
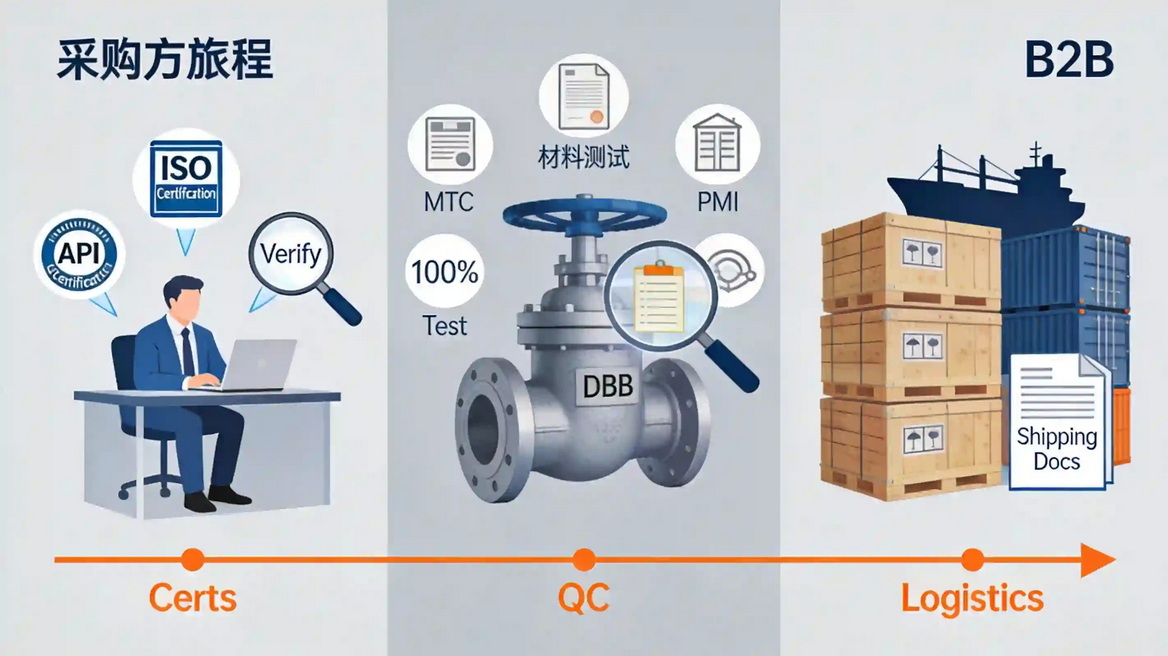
When vetting Chinese DBB valve suppliers, start by requesting core documents: business license, ISO 9001 certificate, and, where applicable, API 6D or other relevant certifications. Verify these certificates with the issuing bodies' online databases to check validity periods and scope, ensuring that valve manufacturing is explicitly covered.
Next, ask for a product‑level technical package: GA drawings, materials lists, design and test standards, pressure–temperature rating charts, and sample test reports. Before placing a mass order, follow a sample validation process that includes dimensional checks, pressure tests witnessed via video or third‑party inspector, and, if critical, destructive testing on at least one valve to confirm wall thickness, welding quality, and internal components.
For logistics, clarify Incoterms (e. g., FOB, CIF), packaging standards (e. g., VCI bags, wooden cases), and marking requirements, and ensure HS codes and export documentation align with your country's import rules. For very large or long‑term contracts, consider combining factory audits with data from trade or industry associations, such as Chinese valve associations or global market reports, and cross‑checking macro trends from research providers.
External reference examples you can consult for broader market trends include DBB valve market outlooks from specialty research firms and statistics platforms that show 2025–2032 growth forecasts. These sources help justify supplier selection internally by framing DBB procurement within global investment and safety trends.
Conclusion and Call to Action
China's DBB valve ecosystem offers a wide spectrum of suppliers, from flexible, R&D‑focused factories like Wenzhou Leader Flow Control Equipment Co., Ltd. to large‑scale API‑oriented manufacturers serving global pipeline projects. By combining structured due diligence on certifications, material traceability, and QC processes with a thoughtful pilot order strategy, procurement managers can secure reliable long‑term DBB partners while controlling risk and lifecycle cost.
Frequently Asked High-Difficulty Questions from DBB Buyers
1. How can I verify whether a supplier's ISO 9001 or API 6D certificate is genuine and still valid?
– Ask for a clear scan of the certificate, including certificate number and scope, then cross‑check it on the issuing certification body's official website or directory; many ISO and API certifications have searchable databases.
2. What is the best way to ensure that DBB valves match specified materials (e. g., duplex) rather than cheaper substitutes?
– Require mill test certificates linked to heat numbers, specify PMI (positive material identification) on random or 100 percent basis for critical parts, and make third‑party inspection with PMI a condition for shipment release.
3. How do I decide between an instrument‑type DBB valve and a full‑bore pipeline DBB valve for my application?
– Instrument‑type DBB valves suit smaller line sizes and panel or skid installations, while pipeline DBB valves designed to API 6D provide full‑bore flow and are appropriate for main lines; the choice should follow both line size and governing design codes.
4. How can I assess whether a factory's QC process is robust enough for critical oil and gas applications?
– Review QC procedures for incoming material inspection, welding qualification, NDT, pressure testing coverage, and documentation retention, and ask for sample ITPs (inspection and test plans) used for previous oil and gas projects.
5. What is a reasonable approach to pilot orders for new DBB suppliers to limit risk?
– Many buyers start with a small batch of representative sizes and pressure classes, use these in non‑critical lines or test benches, and only commit to framework agreements after performance, documentation, and field feedback meet expectations.
Hot Tags: Double Block And Bleed Valve, Manufacturers, Customized, Custom, Suppliers, Buy, Cheap, Quality, Advanced, Durable, in Stock, Free Sample, Made in China, Price, Quotation